
金刚石滚轮成形砂轮修整器的结构设计
针对加工轴类工件时,常会遇到尺寸精度要求高、表面粗糙度值小的各种圆弧的难加工问题,提出采用成形磨削法进行圆弧的加工,并针对圆弧加工用的成形砂轮,设计出金刚石滚轮成形砂轮修整器。
成形磨削是把砂轮修整成与工件轮廓相吻合的形状,加工时砂轮和工件全面接触拷贝出砂轮的廓形,是一种高精度、高效率、低成本的精加工方法。成形磨削由于砂轮各点处的圆周速度不一样,致使各点处的材料去除率不同,从而导致砂轮磨损不均匀,特别是在尖角部位容易崩碎,从而产生形状误差。由于零件的成形形状是砂轮形状的拷贝,这必然对加工精度产生影响,同时磨削余量的不均匀也会导致磨削烧伤等加工缺陷,因此成形砂轮的修整对成形磨削加工过程具有决定性影响。针对圆弧加工用的成形砂轮,设计出专门的金刚石滚轮成形砂轮修整器。
一、砂轮修整器的结构设计
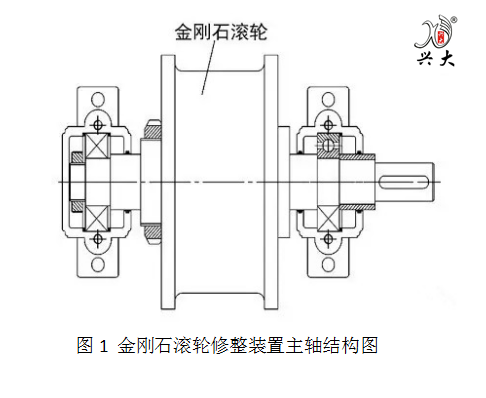
1 主轴部件
该部件是修整装置的关键部件。金刚石滚轮安装在它上面,其精度直接影响修整精度,进而影响被加工工件的精度 。如何保证本装置的精度,设计、加工和装配是关键技术。此外,金刚石滚轮主轴还应具有足够的刚度,主要是考虑到金刚石滚轮修整力比较大,为提高滚轮寿命,滚轮直径应尽可能的大,该设计中将滚轮直径选为140mm。金刚石滚轮修整装置主轴采用如图1所示结构。该结构简单,加工精度易有保证,调整比较方便,精度高,径向跳动小于0.003mm,轴向窜动小于0.003mm,端跳动小于0.003mm。
2 电机功率
金刚石滚轮修整是用磨削法成形,而金刚石笔修整是车削法成形,故前者的修整力比后者大,所以电机应有足够的扭矩。修整电机的功率是按每毫米宽度15~30W计算的,电机的功率1KW为最常用。考虑到电机的具体结构及所加工的零件较宽(65mm),故电机功率选定为1.5kW。
3 传动部件
传动部件的作用是保证金刚石滚轮转速的高低、旋转方向符合修整工艺的要求,且将电机的旋转运动平稳的传送给主轴。该设计中,采用带传动,即可满足要求。主要是因为带传动具有以下优点:①因带有弹性,能缓冲、吸振,从而传动平稳,噪声小;②当传动过载时,带在带轮上打滑,可以防止其它零件损坏!③结构简单、装拆方便;④可用于中心距离较大的传动。
4 进给部件
进给部件的作用是能够实现精确进刀,进给速度应该以金刚石滚轮每转进给量小于0.2um为限,且能实现快速退刀,控制砂轮修整中的光修转数。该设计将采用伺服电动机驱动滚珠丝杠的进给机构,可以通过数控系统编程来控制修整进给量和光修转数。
5 连接部件
连接部件的作用是通过它实现与磨床的连接。不同型号的磨床,其要求连接部件的结构不同。MB1332A半自动外圆磨床的安装空间和位置,可将修整装置安装于砂轮后方,通过滑块与导轨,实现其与磨床的连接。
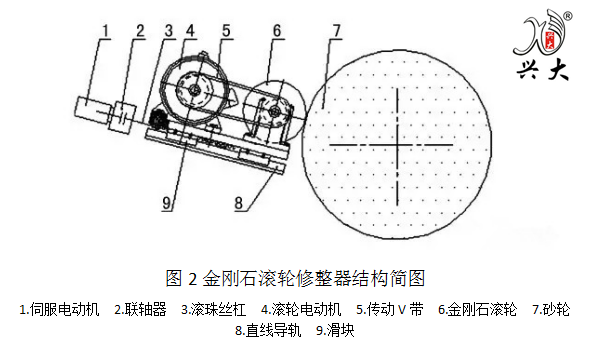
设计的金刚石滚轮修整装置如图2所示。该装置由滚轮电动机(4)经V带(5)驱动金刚石滚轮(6)回转。伺服电动机(1)、滚珠丝杠(3)由联轴器(2)联结,通过滑块(9)和直线导轨(8)组成数控修整进给机构,可实现在线修整,并可通过数控系统编程来控制修整进给量和光修转数。
在以往的加工中,砂轮圆角完全靠手工在砂轮上用金刚石刀修出,经试磨合格后方可正式加工,生产率低且精度难以保证,同时对操作者的技术水平要求高。若采用成形砂轮进行加工,既可以保证精度,又可以提高生产率,效果很好。要实现成形磨削,就要解决成形砂轮修整问题。该金刚石滚轮成形砂轮修整器的滚轮形状与砂轮形状互补(即滚轮形状与工件形状一致),能够准确地修整砂轮,并且与手工修整相比,效率和精度显著提高,进而提高了成形磨削的质量和生产效率,具有广阔的应用前景。
推荐使用兴大金刚石滚轮,请关注兴大官方网站:www.hnxdxcl.com 或者进入淘宝网:https://shop443989297.taobao.com/?spm=a1z09.1.card.15.117e360687IWFV 欢迎您的采购!
成形磨削是把砂轮修整成与工件轮廓相吻合的形状,加工时砂轮和工件全面接触拷贝出砂轮的廓形,是一种高精度、高效率、低成本的精加工方法。成形磨削由于砂轮各点处的圆周速度不一样,致使各点处的材料去除率不同,从而导致砂轮磨损不均匀,特别是在尖角部位容易崩碎,从而产生形状误差。由于零件的成形形状是砂轮形状的拷贝,这必然对加工精度产生影响,同时磨削余量的不均匀也会导致磨削烧伤等加工缺陷,因此成形砂轮的修整对成形磨削加工过程具有决定性影响。针对圆弧加工用的成形砂轮,设计出专门的金刚石滚轮成形砂轮修整器。
一、砂轮修整器的结构设计
1 主轴部件
该部件是修整装置的关键部件。金刚石滚轮安装在它上面,其精度直接影响修整精度,进而影响被加工工件的精度 。如何保证本装置的精度,设计、加工和装配是关键技术。此外,金刚石滚轮主轴还应具有足够的刚度,主要是考虑到金刚石滚轮修整力比较大,为提高滚轮寿命,滚轮直径应尽可能的大,该设计中将滚轮直径选为140mm。金刚石滚轮修整装置主轴采用如图1所示结构。该结构简单,加工精度易有保证,调整比较方便,精度高,径向跳动小于0.003mm,轴向窜动小于0.003mm,端跳动小于0.003mm。
2 电机功率
金刚石滚轮修整是用磨削法成形,而金刚石笔修整是车削法成形,故前者的修整力比后者大,所以电机应有足够的扭矩。修整电机的功率是按每毫米宽度15~30W计算的,电机的功率1KW为最常用。考虑到电机的具体结构及所加工的零件较宽(65mm),故电机功率选定为1.5kW。
3 传动部件
传动部件的作用是保证金刚石滚轮转速的高低、旋转方向符合修整工艺的要求,且将电机的旋转运动平稳的传送给主轴。该设计中,采用带传动,即可满足要求。主要是因为带传动具有以下优点:①因带有弹性,能缓冲、吸振,从而传动平稳,噪声小;②当传动过载时,带在带轮上打滑,可以防止其它零件损坏!③结构简单、装拆方便;④可用于中心距离较大的传动。
4 进给部件
进给部件的作用是能够实现精确进刀,进给速度应该以金刚石滚轮每转进给量小于0.2um为限,且能实现快速退刀,控制砂轮修整中的光修转数。该设计将采用伺服电动机驱动滚珠丝杠的进给机构,可以通过数控系统编程来控制修整进给量和光修转数。
5 连接部件
连接部件的作用是通过它实现与磨床的连接。不同型号的磨床,其要求连接部件的结构不同。MB1332A半自动外圆磨床的安装空间和位置,可将修整装置安装于砂轮后方,通过滑块与导轨,实现其与磨床的连接。
设计的金刚石滚轮修整装置如图2所示。该装置由滚轮电动机(4)经V带(5)驱动金刚石滚轮(6)回转。伺服电动机(1)、滚珠丝杠(3)由联轴器(2)联结,通过滑块(9)和直线导轨(8)组成数控修整进给机构,可实现在线修整,并可通过数控系统编程来控制修整进给量和光修转数。
在以往的加工中,砂轮圆角完全靠手工在砂轮上用金刚石刀修出,经试磨合格后方可正式加工,生产率低且精度难以保证,同时对操作者的技术水平要求高。若采用成形砂轮进行加工,既可以保证精度,又可以提高生产率,效果很好。要实现成形磨削,就要解决成形砂轮修整问题。该金刚石滚轮成形砂轮修整器的滚轮形状与砂轮形状互补(即滚轮形状与工件形状一致),能够准确地修整砂轮,并且与手工修整相比,效率和精度显著提高,进而提高了成形磨削的质量和生产效率,具有广阔的应用前景。
推荐使用兴大金刚石滚轮,请关注兴大官方网站:www.hnxdxcl.com 或者进入淘宝网:https://shop443989297.taobao.com/?spm=a1z09.1.card.15.117e360687IWFV 欢迎您的采购!




网友推荐
- 湖南兴大非标磨具专属定制——CBN砂...
- 2017年中国品质最好的砂轮...
- 湖南专业生产CBN砂轮的公司——湖南...
- 磨削烧伤原因解析...
- 兴大精英游张家界...
- 湖南兴大CBN(立方氮化硼)磨具结合剂...
- 立方氮化硼磨轴承平面CBN金属砂轮最...
- 砂轮质量问题会带来哪些危害...
- 湖南兴大成功参展2016第九届中国数控...
- 粗磨、抛光组合砂轮同台设备“加工...
今日话题
-
 打磨不锈钢用什么砂轮
打磨不锈钢用什么砂轮我们在打磨不锈钢材的时候需要用到...
-
 金刚石砂轮具有哪些特征及用途
金刚石砂轮具有哪些特征及用途由于现在金刚石砂轮工具应用广泛,...
-
 砂轮日常常见问题及解决方法归纳
砂轮日常常见问题及解决方法归纳1、砂轮的线速度过大 问题:砂轮轴...
-
 那山、那水、那时光——兴大精英贵州之旅
那山、那水、那时光——兴大精英贵州之旅为了增强公司员工的团队意识,让员...
-
 岳麓山“团队致胜”爬山活动报道
岳麓山“团队致胜”爬山活动报道秋高气爽,正是登高远足的好季节。...
-
 兴大公司参加在青岛举行的第21届国际机床展览会
兴大公司参加在青岛举行的第21届国际机床展览会2018年8月2日至8月6日,兴大公司参加...
-
 兴大公司参展第十届中国数控机床展览会
兴大公司参展第十届中国数控机床展览会2018年4月9日,由中国机床工具工业协...
-
 湖南兴大参加第十九届DMP东莞国际模具、金属加
湖南兴大参加第十九届DMP东莞国际模具、金属加2017年11月28日至12月1日,湖南兴大受...
-
 兴大精英游张家界
兴大精英游张家界11月是金色的丰收的季节,也是公司...
-
 湖南兴大参展2017第十五届中国数控机床展览会
湖南兴大参展2017第十五届中国数控机床展览会2017年4月17日至4月22日湖南兴大公司在...




